
REES provides system design, components, and installation for fire protection systems to guard against explosions or fire in dust collection equipment, reducing the risk of serious damage to plant facilities or personal injury. With the use of spark detection and extinguishing systems, abort gates, back-draft dampers, explosion vents, and chemical systems, REES supplies equipment that meets NFPA codes to add complete protection to your dust collection system and plan facility.
Spark Detection and Extinguishing Systems
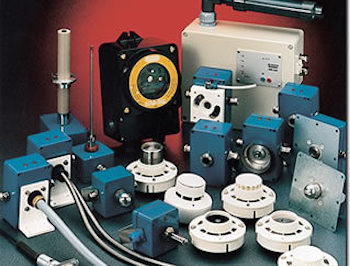
As a spark travels through the ductwork, it is instantly identified by infrared detectors flush mounted to the duct wall. A signal releases water–flow through nozzles placed strategically where an instantaneous wall of water effectively extinguishes the spark. The system then resets itself with no down time or clean-up. REES supplies all components including control panels, detectors, and extinguishing assemblies.

Abort Gates
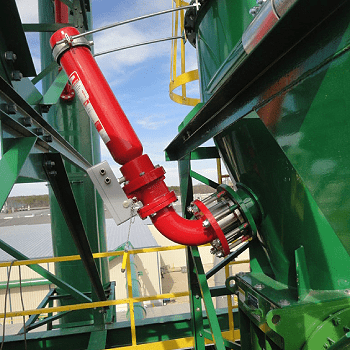
High speed abort gates are designed to divert hazardous conditions due to fire or explosion out of pneumatic dust conveying systems and away from plant facilities and dust collection equipment. REES provides abort gates and support stands which are placed in front of an inlet to a filter or in the return air duct going back into the building.
Gates are held open by a DC magnet and activated by a signal from the spark detection system. In 500 milliseconds, the gate closes, diverting the hazard to atmosphere. Abort gates can be installed in duct sizes from 4” diameter to 60” diameter, are available with a manual or powered reset, and include open/closed indicators and controls.

Back-Draft Dampers
Back-Draft Dampers are installed at filter inlets using counter weights and explosion relief panels to prevent air flow from traveling back into the plant on the suction side of the duct system. During normal operation, the dust conveying air keeps the damper blade open. When an explosion occurs, the airflow reverses back through the damper diverting the fire through the relief panel to the atmosphere.

Explosion Vents
REES uses low pressure explosion vents in dust filters, cyclones, storage bins, and ductwork to provide a relief point in the system for air to escape in the event of an explosion. Explosion panels are installed with enough pressure to withstand the normal system pressure during operation. If an explosion occurs, the panels blow out and relieve the pressure that would otherwise damage dust collection equipment, duct system components, or production equipment.
Chemical Suppression
Chemical suppression systems are a flexible choice for explosion mitigation providing a contained solution for many applications. They are used on cyclones, filters, pneumatic conveying systems, grain elevators, conveyors and silos. Chemical systems use a high rate discharge bottle containing pressurized nitrogen and dry chemical suppressants to suppress a deflagration as it develops.